
 11316
11316
 2020-11-17
2020-11-17
中国粉体网讯 石英陶瓷是指以石英玻璃或熔融石英为原料,经破碎、成型、烧成等一系列制作工艺形成的制品。石英玻璃由于具有热膨胀系数小、热震稳定性好、电性能好、耐化学侵蚀性好等特点,得到了广泛的应用,但其粘度大,挥发性也随着温度的升高而增加,难以用普通的工艺来生产大型、形状复杂的制品;另外,由于价格昂贵,使其使用受到了限制。
(图片来源:网络)
熔融石英陶瓷克服了石英玻璃不易制备形状复杂制品的缺点,具备了石英玻璃的优良特性(如热膨胀系数小、热稳定性高等),而且还具有一些石英玻璃制品所不具备的性质,如发生少量析晶也仍可使用,并且其成本要远低于石英玻璃制品。目前,熔融石英陶瓷主要用于耐火材料及高温下能够抵抗温度变化的结构材料。
石英玻璃与石英陶瓷的性能比较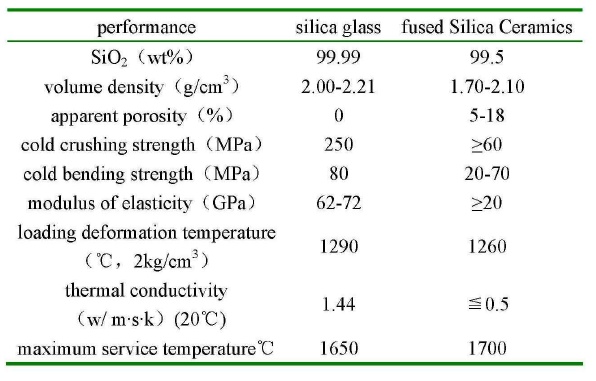
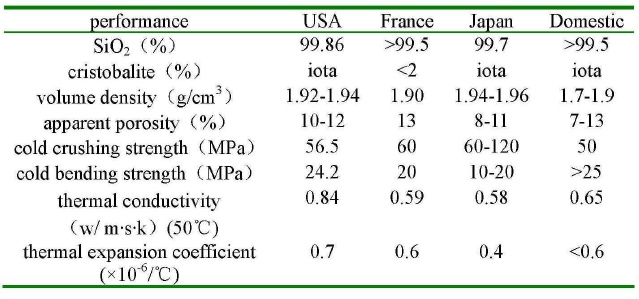
目前,国外一些发达国家具有较高的熔融石英陶瓷研发水平,可以根据使用条件的不同,开发设计出不同的熔融石英陶瓷产品,如美国Ceradyne公司生产的熔融石英陶瓷导弹天线罩,法国的Vesuvius公司生产的玻璃水平钢化炉和金属带材热处理用棍棒等。近年来,我国加强了石英陶瓷的研发力度,石英陶瓷品质有了很大的提高。
熔融石英陶瓷材料性能比较
石英陶瓷的成型
传统成型工艺
目前,熔融石英陶瓷的生产普遍采用的成型工艺是注浆成型,其次还有离心浇注成型、浇灌成型、蜡注成型、半干法成型、等静压成型、石墨模热压成型与捣打成型等。
上述成型工艺制备的产品普遍存在着一些缺点:如制品坯体结构不均匀、性能可靠性差、仅限于形状简单的制品、生产工艺复杂、工艺条件难控制、效率低、成本较高等,难以适应大批量工业化生产的需要,特别是一些用于特殊用途的石英陶瓷制品,传统的成型制备工艺已经不能满足其特殊用途的性能要求。
随着科学技术的发展,新成型方法不断涌现,如注凝成型技术得到了较快的发展应用,已经成功应用于许多陶瓷的制备,如Al2O3陶瓷、SiC陶瓷等,石英陶瓷制备也已经开始应用注凝成型技术,并取得了较好的效果。
胶态成型技术
胶态成型所用的陶瓷料浆是由陶瓷粉料与水、有机物等介质组成的胶态体系。体系中的陶瓷颗粒分散性好,颗粒之间团聚少,并且陶瓷颗粒随着胶态体系的流动而能够成型为形状复杂的坯体,因此胶态成型得到广泛的应用。
胶态成型主要包括:注射成型、气相辅助注射成型、直接凝固注模成型、温度诱导成型、电泳沉积成型、注凝成型、压滤成型和离心注浆成型等。
注射成型:是借助高分子聚合物高温熔融、低温凝固的特性使坯体成型后,再把有机物脱除。注射成型的优点是:可成型形状复杂的制品、坯体尺寸精度高、制品结构均匀;缺点是:模具设计复杂、有机物排除困难等。
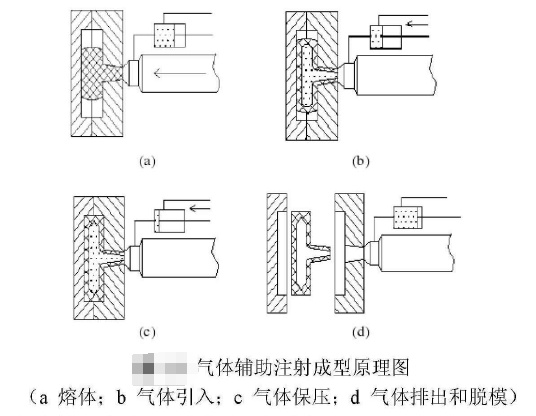
气体辅助注射成型:是一种通过在聚合物熔体中加入气体,使成型过程更容易进行的成型方式。其优点:由于在流动状态下各方向的压力相同,避免了料浆的定向行为,使坯体具有更好的尺寸稳定性,避免了坯体内部翘曲;气体辅助成型的坯体具有更薄的管壁,即应用相同的原料可以生产管径更大的产品,因此,降低了原料成本,提高了生产效率。缺点:料浆热性质及工艺过程难以控制。
直接凝固注模成型(简称DCC):由苏黎世联邦工业学院发明,它将生物酶技术、胶态化学及陶瓷工艺学溶为一体,通过改变料浆pH值,或者增加料浆体系中离子强度从而降低粉体表面电荷来成型,它成型所需要的料浆分散机理为静电稳定。在DCC成型过程中,酶的作用重大,它通过分子合成及降解反应来改变陶瓷悬浮体的pH值或者离子强度,DCC工艺的主要优点:料浆不需有机添加剂,坯体不需脱脂,产品结构均匀,相对密度高,可采用此方法成型大尺寸、形状复杂的产品。
温度诱导成型(简称TIF):由德国斯图加特Max-Plank研究所发明。TIF成型原理:利用物质溶解度随温度的变化产生凝胶化成型。首先,用小分子分散剂稳定陶瓷颗粒,从而得到高固相含量的陶瓷料浆,然后,升高温度利用溶解驱动力把陶瓷粉体吸附的分散剂变为聚合物大分子层,聚合物之间通过桥联絮凝而成型。TIF制备的料浆固相含量高,有机物含量低,有利于制备结构陶瓷及功能陶瓷。TIF最大的优点是需要少量的有机添加剂,减轻了有机物的排除过程,坯体中的气孔少,坯体的物理性能远好于冷等静压成型制备的坯体。
电泳沉积成型(简称EC):是以水基陶瓷浆料为基础的成型工艺,其机理:利用直流电场中颗粒迁移,并沉淀到相反极上。整个工艺由2个串联过程所组成:颗粒电泳迁移和颗粒在电极上放电沉积。电泳成型的陶瓷浆料应有良好的分散性,保证料浆颗粒能单独沉淀到电极上。电泳沉积成型的优点是简单、灵活、可靠,多用于多层陶瓷电容器、传感器、梯度功能陶瓷、薄层陶瓷试管及各种材料的涂层的制备。
离心注浆成型(简称CSC):结合了湿态粉末制备和无应力致密化技术的优点,用来制备大体积、近净尺寸形状的陶瓷产品,粉末湿态处理避免了由于团聚及其它影响因素造成的缺陷。
压滤成型(简称PSC):是在注浆成型基础上加压发展得到的。在PSC中,水是在压力的驱动下脱除,并不是通过毛细管作用力脱除,速度快,提高了生产效率。在PSC中,压力对成型坯体的性能有很大的影响。另一个重要的影响因素就是模具的设计,模具内气孔尺寸及分布要在合适的范围内。压滤成型的缺点是成本过高。
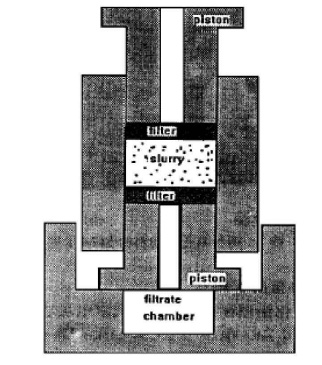
压滤成型示意图
注凝成型工艺:是20世纪90年代以后出现的一种新的胶态成型工艺,是美国橡树岭国家实验室M.A.Jammey等人首先发明的,是传统的胶态成型工艺与有机化学理论的理想结合。其原理:将有机聚合物单体、交联剂配成前驱体溶液,将陶瓷颗粒加入到前驱体溶液中,制成低粘度、高固相含量的料浆,然后加入引发剂及催化剂,将料浆注入模具中,在一定的温度条件下,有机聚合物单体交联聚合成三维网络状聚合物凝胶,并将陶瓷颗粒原位粘结而固化形成坯体,即原位固化。
注凝成型技术料浆中含有较低含量的有机物,提高了陶瓷部件结构的均匀性,增加了陶瓷材料的可靠性。该工艺实为注浆成型和聚合化学的复合,它巧妙地将传统陶瓷工艺和聚合物化学结合起来,已成功的应用于多种结构陶瓷,如Al2O3、SiC、Si3N4、PZT等的工业化生产。
注凝成型的关键是促进陶瓷粉体形成浓悬浮体的分散剂,分散剂的选择必须适合溶剂和有机单体的聚合反应。所以应充分了解分散剂—陶瓷粉体—有机溶剂—有机单体体系之间的相互影响。分散剂的分散效果因不同对象的陶瓷粉体而异。找到一种能普遍使用的分散剂是目前注凝成型工艺需要解决的一个技术关键。
注凝成型技术不但要求浓悬浮体的固体体积分数高,而且要求浓悬浮体的粘度低。因此陶瓷粉体在预混溶液中的分散效果的好坏是决定其制品的性能优劣的关键。浓悬浮体的粘度越低,流动性越好,不论制品的形状多么复杂,浓悬浮体均能充满模具的各个角落,使坯体形成缺陷的机会减少。浓悬浮体的粘度越低,在分散过程中进入角落中的气泡越容易排除,使制品的显微结构均匀,提高制品的强度和可靠性。
石英陶瓷的烧结
烧结是石英陶瓷生产中很重要的一个环节,它对石英陶瓷的物理化学性能有很大的影响。烧结石英陶瓷中的关键问题是保持材料的非晶态,即防止与杜绝非晶态SiO2在烧结时的方石英化。在实际生产中,应根据石英陶瓷本身所固有的特性来制定合理的烧结工艺制度,石英陶瓷制品的烧结工序既要保证制品烧结后有足够的强度,又要控制制品的析晶及变形。不同尺寸及形状的制品应通过实验确定合理的烧成温度及保温时间。一般石英陶瓷的最高烧成温度不超过1250℃,为避免析晶,900℃以上的高温阶段应快烧快冷。
注凝成型熔融石英陶瓷材料在烧结过程中,由于有机单体等有机物的烧失,而在干燥和烧成过程中几乎没有收缩,所以注凝成型石英陶瓷产品一般比注浆成型产品体积密度略低,并且在基体中存在20%左右的气孔率,会影响其高温抗侵蚀性能,一般通过改善其烧结性能来提高石英陶瓷的致密度和强度。
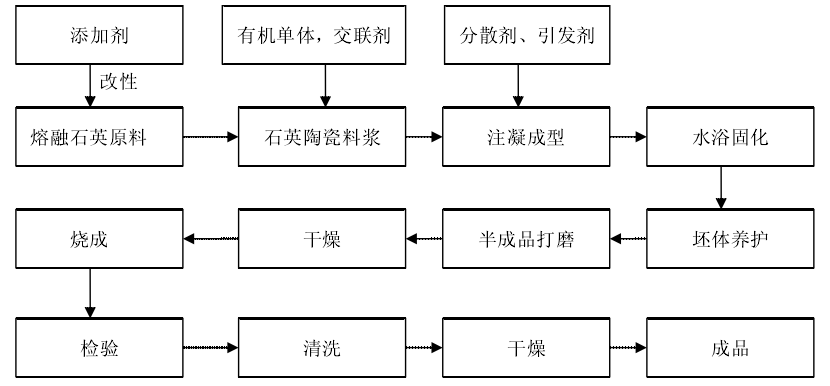
注凝成型技术路线图
改善注凝成型石英陶瓷的烧结性能一般采用加入烧结助剂的方法,常用的烧结助剂有Si、SiC、CeO、Y2O3、H3BO3、B4C和Si3N4。研究表明:Si、SiC、CeO和Y2O3对熔融石英陶瓷的低温烧结的促进作用较小;H3BO3和B4C能有效地促进熔融石英陶瓷的烧结,加入等量的H3BO3和B4C外加剂时,B4C对石英陶瓷烧结性能的影响明显强于H3BO3,因此,B4C是熔融石英陶瓷的有效烧结剂,且随着B4C加入量的提高,熔融石英陶瓷的体积密度增大,显气孔率明显降低,耐压强度增大。氮化硅也是一种理想的烧结助剂,其添加量在0.5%-2.5%时,有助于促进石英陶瓷的烧结,但不会影响烧结温度,也不会导致熔融石英的析晶。
参考资料:
赵增宝:熔融石英陶瓷制备技术及性能检测与表征
文定:注凝成型工艺制备熔融石英陶瓷过程的研究
郝洪顺等:熔融石英陶瓷烧结工艺中的影响因素分析
注:图片非商业用途,存在侵权告知删除!



 移动端
移动端





 氧化铝
氧化铝